 د PCB
د PCB د ایف پي سي
د ایف پي سي سخت-فیکس
سخت-فیکس FR-4 د لوړ کیفیت لرونکي بوټانو سره
FR-4 د لوړ کیفیت لرونکي بوټانو سره د HDI PCB
د HDI PCB د راجرز لوړ فریکونسي بورډ
د راجرز لوړ فریکونسي بورډ د PTFE ټیفلون لوړ فریکونسي بورډ
د PTFE ټیفلون لوړ فریکونسي بورډ المونیم
المونیم د مسو کور
د مسو کور د PCB مجلس
د PCB مجلس د LED څراغ PCBA
د LED څراغ PCBA د حافظې PCBA
د حافظې PCBA د بریښنا رسولو PCBA
د بریښنا رسولو PCBA د نوي انرژۍ PCBA
د نوي انرژۍ PCBA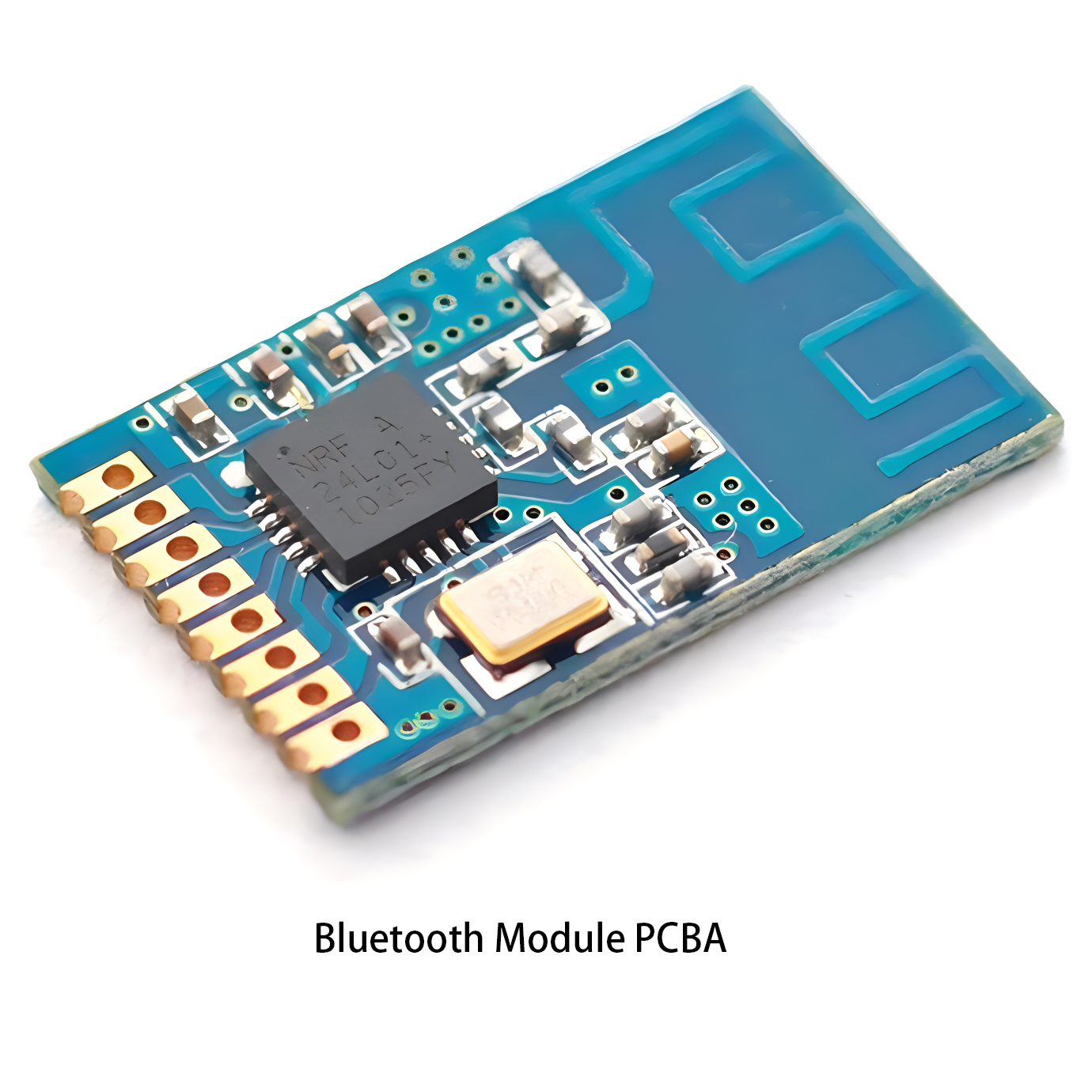 د مخابراتو PCBA
د مخابراتو PCBA صنعتي کنټرول PCBA
صنعتي کنټرول PCBA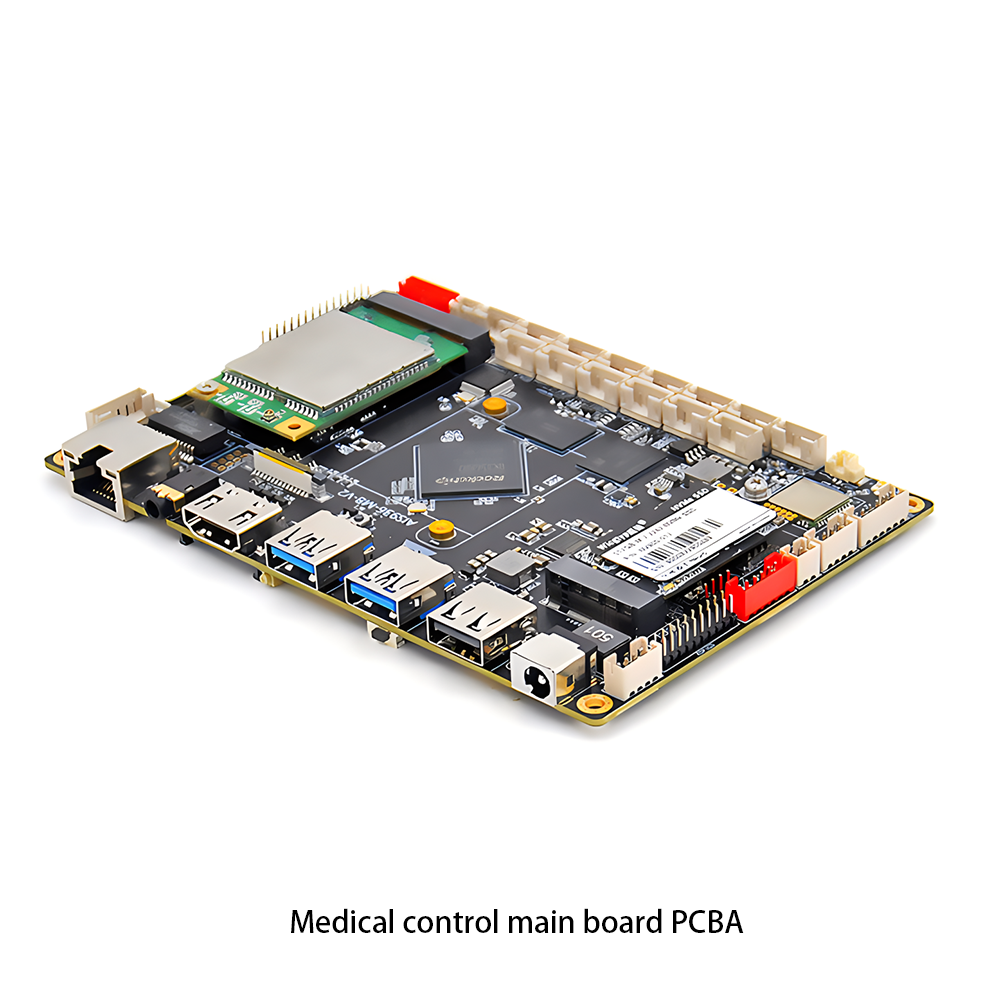 طبي تجهیزات PCBA
طبي تجهیزات PCBA د ازموینې خدمت
د ازموینې خدمت د PCBA ازموینې خدمت
د PCBA ازموینې خدمت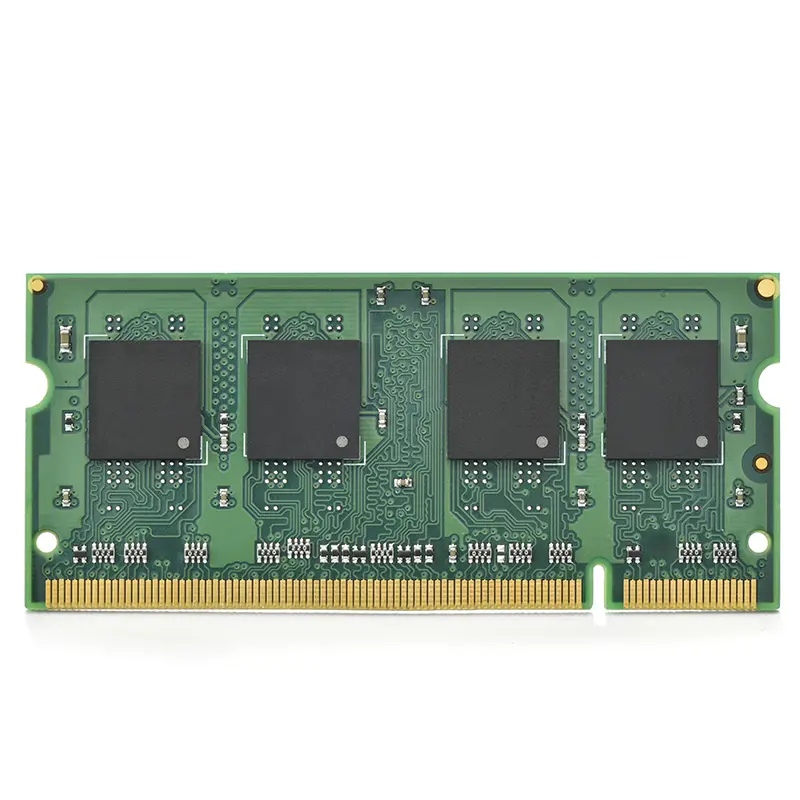 د تصدیق غوښتنلیک
د تصدیق غوښتنلیک د RoHS تصدیق غوښتنلیک
د RoHS تصدیق غوښتنلیک د REACH تصدیق غوښتنلیک
د REACH تصدیق غوښتنلیک د سي ای تصدیق غوښتنلیک
د سي ای تصدیق غوښتنلیک د FCC تصدیق غوښتنلیک
د FCC تصدیق غوښتنلیک د CQC تصدیق غوښتنلیک
د CQC تصدیق غوښتنلیک د UL تصدیق غوښتنلیک
د UL تصدیق غوښتنلیک ټرانسفارمرونه، انډکټرونه
ټرانسفارمرونه، انډکټرونه د لوړ فریکونسۍ ټرانسفارمرونه
د لوړ فریکونسۍ ټرانسفارمرونه د ټیټ فریکونسۍ ټرانسفارمرونه
د ټیټ فریکونسۍ ټرانسفارمرونه د لوړ ځواک ټرانسفارمرونه
د لوړ ځواک ټرانسفارمرونه د تبادلې ټرانسفارمرونه
د تبادلې ټرانسفارمرونه مهر شوي ټرانسفارمرونه
مهر شوي ټرانسفارمرونه د حلقوي ټرانسفارمرونو
د حلقوي ټرانسفارمرونو انډکټران
انډکټران تارونه، کیبلونه دودیز شوي
تارونه، کیبلونه دودیز شوي د شبکې کیبلونه
د شبکې کیبلونه د بریښنا تارونه
د بریښنا تارونه د انتن کیبلونه
د انتن کیبلونه کواکسیل کیبلونه
کواکسیل کیبلونه د خالص موقعیت شاخص
د خالص موقعیت شاخص کپیسیټرونه
کپیسیټرونه نښلونکي
نښلونکي ډایډونه
ډایډونه ایمبیډ شوي پروسیسرونه او کنټرولرونه
ایمبیډ شوي پروسیسرونه او کنټرولرونه د ډیجیټل سیګنال پروسسرونه (DSP/DSC)
د ډیجیټل سیګنال پروسسرونه (DSP/DSC) مایکرو کنټرولرونه (MCU/MPU/SOC)
مایکرو کنټرولرونه (MCU/MPU/SOC) د پروګرام وړ منطقي وسیله (CPLD/FPGA)
د پروګرام وړ منطقي وسیله (CPLD/FPGA) د مخابراتو ماډلونه/IoT
د مخابراتو ماډلونه/IoT مقاومت کوونکي
مقاومت کوونکي د سوري مقاومت کونکو له لارې
د سوري مقاومت کونکو له لارې د مقاومت شبکې، صفونه
د مقاومت شبکې، صفونه پوټینټیومیټرونه، متغیر مقاومت کونکي
پوټینټیومیټرونه، متغیر مقاومت کونکي د المونیم قضیه، د چینی مٹی ټیوب مقاومت
د المونیم قضیه، د چینی مٹی ټیوب مقاومت د اوسني حس مقاومت کوونکي، د شونټ مقاومت کوونکي
د اوسني حس مقاومت کوونکي، د شونټ مقاومت کوونکي سویچونه
سویچونه ټرانزیسټرونه
ټرانزیسټرونه د بریښنا ماډلونه
د بریښنا ماډلونه جلا شوي بریښنا ماډلونه
جلا شوي بریښنا ماډلونه د AC-DC بریښنا ماډلونه
د AC-DC بریښنا ماډلونه د DC-AC ماډل (انورټر)
د DC-AC ماډل (انورټر) آر ایف او بېسیم
آر ایف او بېسیمد رول-ټو-رول (R2R) انعطاف منونکي سرکټ تولید کې د مسو ورق د څرخیدو حل کول

۱. د غوږونو د غوڅیدو اصلي لاملونه
هغه مهم عوامل چې د R2R پروسو کې د مسو ورق د غوړېدو لامل کیږي:
-
د فشار عدم توازن: د فشار د تدریجي بدلونونو له امله د ځایي فشار غلظت.
-
د CTE بې اتفاقي: د مسو (۱۷ ppm/°C) په مقابل کې د PI (۳۵ ppm/°C) د توسعې توپیرونه.
-
د رولر نیمګړتیاوې: غلط تنظیم (>0.01 ملي میتر/متر) یا د سطحې ککړتیا.
-
د لامینیشن نیمګړتیاوې: غیر یوشان تودوخه/فشار یا د رال جریان.
۲. د کنټرول ستراتیژۍ
(۱) د تشنج سیسټم اصلاح کول
-
د تړل شوي حلقې د فشار کنټرول:
سرو موټورونه + بار حجرې د ±0.1 N/mm دننه فشار ساتي. -
د ټیټ فشار:
د بیرته راګرځولو په وخت کې د شدت د تشنج تخریب ('='0×('0/')'، n=0.8–1.2). -
د شکنجې ضد رولرونه:
د کراونډ شوي سپریډ رولرونه (R=1500 ملي میتر د 500 ملي میتر ویب پلنوالي لپاره).
(۲) د تودوخې میخانیکي مدیریت
-
د زون شوي تودوخې کنټرول:
۵-۸ زونونه چې د ≤۳ درجو سانتي ګراد درجه بندي لري (مخکې تودوخه = ۸۰ درجو سانتي ګراد، اصلي = ۱۸۰ درجو سانتي ګراد، یخ = ۵۰ درجو سانتي ګراد). -
د فشار یوشانوالی:
د سیلیکون پیډونه (Shore A 30-50) یا د هوا کشن سیسټمونه د 95٪ څخه ډیر یووالي لپاره.
(۳) د موادو انجینرۍ
-
د ټیټ کچې مسو:
د برعکس درملنې شوي ورق (Rz=1–2 μm) رګونه کموي. -
د سبسټریټ دمخه درملنه:
د Ar/O₂ پلازما فعالول (۵۰۰ واټ، ۳۰ ثانیې) د سطحې انرژي ۵۰ mN/m ته لوړوي. -
د چپکونکي اصلاح کول:
لوړ جریان لرونکي اکریلیکونه (د واسکاسیټي
(۴) د تجهیزاتو ساتنه
-
د رولر کیلیبریشن:
د اونۍ لیزر سمون (±0.001 ملي میتر) او د سطحې تفتیش (Ra -
د موټر چلولو سیسټم ساتنه:
د خطي لارښود غوړولو او د ګیر بیکلاش تنظیم کول (
۳. په ریښتیني وخت کې څارنه
-
د سترګو معاینه:
د لاین سکین کیمرې (۵۰۰۰ fps) + د CNN الګوریتمونه ۰.۱ ملي میتر² څراغونه کشفوي. -
د لیزر پروفایلومیټري:
د فلیټ والي اندازه کوي ( -
د حرارتي عکس العمل:
د تودوخې څارنه کوي (±2°C د الارم حد).
۴. د پروسې پیرامیټرې
| د پروسې مرحله | کلیدي پیرامیټر | د هدف حد |
|---|---|---|
| آرامونکی فشار | د ټنشنګ دقت | ±0.05 N/ملي متره |
| د لامینیشن تودوخه. | د اصلي زون تودوخه | ۱۸۰±۲ درجې سانتي ګراد |
| د لامینیشن فشار | د واحد فشار | ۲.۵±۰.۱ MPa |
| د ټیټر ضریب | د تنشن تخریب کونکی (n) | ۰.۹–۱.۰ |
| د رولر سمون | محوري انحراف |
۵. د قضیې مطالعې
-
قضیه ۱: ۵۰μm PI + ۱۲μm Cu ورق
-
حل: د سپریډ رولرونه + ټیپر فشار (n=0.95)
-
پایله: د څراغونو وهل له ۵٪ څخه ۰.۳٪ ته راټیټ شول، چې حاصل یې ۲۰٪ لوړ شو.
-
-
قضیه ۲: د لوړ فریکونسۍ LCP سبسټریټ
-
د پلازما فعالول + د هوا کشن لامینیشن
-
پایله: د Dk توپیر
-